

Usando como exemplo o sistema de desulfuración de gases de combustión (FGD) dunha central eléctrica de carbón, esta análise examina problemas nos sistemas tradicionais de augas residuais FGD, como un deseño deficiente e altas taxas de fallo dos equipos. Mediante múltiples optimizacións e modificacións técnicas, reduciuse o contido de sólidos nas augas residuais, garantindo o funcionamento normal do sistema e reducindo os custos operativos e de mantemento. Propuxéronse solucións e recomendacións prácticas, que proporcionan unha base sólida para lograr cero vertidos de augas residuais no futuro.

1. Visión xeral do sistema
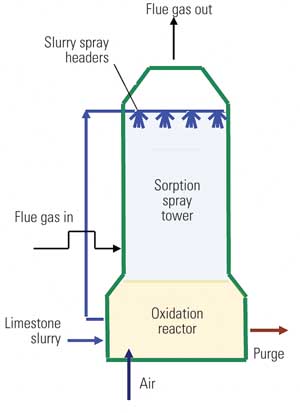
As centrais eléctricas de carbón empregan habitualmente o proceso de FGD húmido de calcaria e xeso, que utiliza calcaria (CaCO₃) como absorbente. Este proceso produce inevitablemente augas residuais FGD. Neste caso, dous sistemas FGD húmidos comparten unha unidade de tratamento de augas residuais. A fonte de augas residuais é o rebosador do ciclón de xeso, procesado con métodos tradicionais (sistema de tres tanques) cunha capacidade deseñada de 22,8 t/h. As augas residuais tratadas bombéanse 6 km a un vertedoiro para a supresión do po.
2. Principais problemas no sistema orixinal
O diafragma das bombas dosificadoras a miúdo presentaba fugas ou fallaba, o que impedía a dosificación continua de produtos químicos. As altas taxas de fallo nas prensas de filtro de placas e marco e nas bombas de lodos aumentaban a demanda de man de obra e dificultaban a eliminación de lodos, o que ralentizaba a sedimentación nos clarificadores.
As augas residuais, orixinarias do rebordamento do ciclón de xeso, tiñan unha densidade aproximada de 1.040 kg/m³ cun contido de sólidos do 3,7 %. Isto prexudicou a capacidade do sistema para descargar continuamente auga tratada e controlar as concentracións de ións nocivos no absorbedor.
3. Modificacións preliminares
Mellora da dosificación química:
Instaláronse tanques químicos adicionais enriba do sistema de tres tanques para garantir unha dosificación consistente por gravidade, controlada por unmedidor de concentración en liña.
Resultado: Mellora da calidade da auga, aínda que seguía sendo necesaria a sedimentación. O caudal diario reduciuse a 200 m³, o que era insuficiente para o funcionamento estable dos dous sistemas de FGD. Os custos de dosificación foron elevados, cunha media de 12 CNY/tonelada.
Reutilización de augas residuais para a supresión de po:
Instaláronse bombas no fondo do decantador para redirixir parte das augas residuais a silos de cinza in situ para a súa mestura e humidificación.
Resultado: Redución da presión no lugar de vertido, pero aínda así provocou unha alta turbidez e incumprimento das normas de vertido.
4. Medidas de optimización actuais
Con regulacións ambientais máis estritas, foi necesaria unha maior optimización do sistema.
4.1 Axuste químico e funcionamento continuo
Mantivo o pH entre 9 e 10 mediante un aumento da dosificación química:
Uso diario: cal (45 kg), coagulantes (75 kg) e floculantes.
Garantíase un caudal de 240 m³/día de auga limpa despois do funcionamento intermitente do sistema.
4.2 Reutilización do tanque de lodos de emerxencia
Dobre uso do tanque de emerxencia:
Durante o tempo de inactividade: almacenamento de lodos.
Durante o funcionamento: Sedimentación natural para a extracción de auga limpa.
Optimización:
Engadíronse válvulas e tubaxes en varios niveis do tanque para permitir operacións flexibles.
O xeso sedimentado devolvíase ao sistema para a súa deshidratación ou reutilización.
4.3 Modificacións a nivel de sistema
Redución da concentración de sólidos nas augas residuais entrantes ao redirixir o filtrado dos sistemas de deshidratación de cinta de baleiro ao tanque de almacenamento de augas residuais.
Mellora da eficiencia da sedimentación ao acurtar os tempos de sedimentación natural mediante a dosificación de produtos químicos en tanques de emerxencia.
5. Vantaxes da optimización
Capacidade mellorada:
Funcionamento continuo cunha descarga diaria de máis de 400 m³ de augas residuais conformes.
Control eficaz da concentración de ións no absorbedor.
Operacións simplificadas:
Eliminou a necesidade da prensa de filtro de placas e marco.
Redución da man de obra na manipulación de lodos.
Fiabilidade mellorada do sistema:
Maior flexibilidade nos cronogramas de tratamento de augas residuais.
Maior fiabilidade dos equipos.
Aforro de custos:
Uso de produtos químicos reducido a cal (1,4 kg/t), coagulantes (0,1 kg/t) e floculantes (0,23 kg/t).
Custo do tratamento reducido a 5,4 CNY/tonelada.
Aforro anual de aproximadamente 948.000 CNY en custos de produtos químicos.
Conclusión
A optimización do sistema de augas residuais FGD resultou nunha mellora significativa da eficiencia, unha redución dos custos e o cumprimento de estándares ambientais máis estritos. Estas medidas serven como referencia para sistemas similares que buscan acadar cero vertidos de augas residuais e a sustentabilidade a longo prazo.
Data de publicación: 21 de xaneiro de 2025



